സമീപ ദിവസങ്ങളിൽ നടന്ന ഉപരിതല ചികിത്സയുടെ ഒരു ഉദാഹരണത്തെക്കുറിച്ച് സംസാരിക്കാം.
ഒരു പുതിയ ഡിസൈൻ ആങ്കർ മാഗ്നറ്റ് രൂപകൽപ്പന ചെയ്യാനും നിർമ്മിക്കാനും ഞങ്ങളെ ഏൽപ്പിച്ചിരിക്കുന്നു. ബോട്ടും ഉപകരണങ്ങളും ഉറപ്പിക്കാൻ തുറമുഖത്ത് കാന്തം ഉപയോഗിക്കുന്നു.
കസ്റ്റം ഉൽപ്പന്നത്തിന്റെ വലുപ്പവും പുൾ ഫോഴ്സിന്റെ ആവശ്യകതയും നൽകുന്നു.
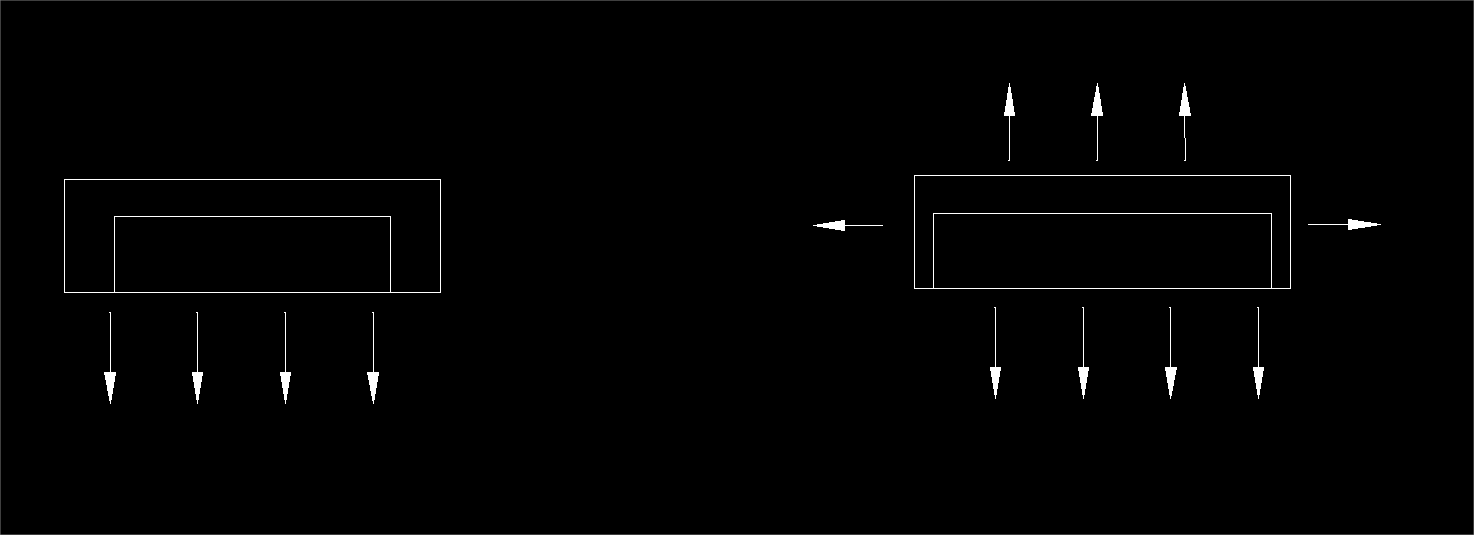
ആദ്യം, ആങ്കറിന്റെ കാന്തത്തിന്റെ വലിപ്പം നമ്മൾ നിർണ്ണയിക്കുന്നു. പുൾ ഫോഴ്സിന്റെ ഒരു പ്രധാന കാര്യം, നിങ്ങൾക്ക് ഷെല്ലിന്റെ ആവശ്യത്തിന് കനം ഉണ്ടായിരിക്കണം, അല്ലെങ്കിൽ ഷെല്ലിന്റെ മറ്റ് വശങ്ങളിൽ നിന്ന് മജന്ത്സി പവർ വേർതിരിക്കണം, പകരം നമുക്ക് ആവശ്യമുള്ള വശത്ത് എല്ലാ പവറും ഇടുക. താഴെയുള്ള ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നതുപോലെ, ഈ രണ്ട് കാന്തിക പാത്രങ്ങൾക്കും ഒരേ ഔട്ട് സൈസ് ഉണ്ട്, എന്നാൽ വലതുവശത്ത് വലിയ കാന്തമുണ്ട്. വലതുവശത്ത് മികച്ച കാന്തിക ശക്തിയുണ്ടോ? തീർച്ചയായും ഇല്ല. കാരണം പവറിന്റെ ഒരു ഭാഗം അതിന്റെ ശക്തിയെ നിരാശപ്പെടുത്തുന്ന മറ്റ് വശങ്ങളിലേക്ക് നീങ്ങുന്നു. ഇടതുവശത്ത് നല്ല ഒറ്റപ്പെടൽ ഉണ്ടെങ്കിലും, എല്ലാ കാന്തിക ശക്തിയും ഒരു വശത്ത് ഫോക്കസ് ചെയ്യുന്നു, അത് പുൾ ഫോഴ്സിനെ ഏറ്റവും ഉയർന്ന നിലയിലാക്കുന്നു.
ആങ്കർ മാഗ്നറ്റിലേക്ക് തിരിച്ചുവരാം, മാഗ്നറ്റ് ഡിസ്ക് അടിയിൽ സ്ഥാപിച്ച് ഞങ്ങൾ ഒരു മൊഡ്യൂൾ നിർമ്മിച്ചു, അതിന്റെ ശക്തി പരീക്ഷിച്ചു. ഇത് കാണിക്കുന്നത് ഇതിന് 1000 കിലോഗ്രാമിൽ കൂടുതൽ വൈദ്യുതി നൽകാൻ കഴിയുമെന്നാണ്.

ഞങ്ങൾ സാമ്പിൾ വേഗത്തിൽ നിർമ്മിച്ചതിലും വളരെയധികം കാന്തികബലം പാഴാക്കാതെയും ഉപഭോക്താവ് വളരെ സന്തോഷിക്കുന്നു, അതേസമയം അതിന്റെ ആയുസ്സ് വർദ്ധിപ്പിക്കാൻ അവർ ആഗ്രഹിക്കുന്നു. സാൾട്ട് സ്പ്രേ പരിശോധനയുടെ ഫലം 300 മണിക്കൂറിൽ കൂടുതലായിരിക്കണമെന്ന് അവർ ആഗ്രഹിക്കുന്നു.
കാന്തത്തിന്റെ നിലവിലെ ഉപരിതല ചികിത്സ Ni, ഗ്രേഡ് 5 ഇലക്ട്രോപ്ലേറ്റിംഗ് പൂശിയതാണ്. എന്നിരുന്നാലും, ഏറ്റവും മികച്ച ഫലം, ഏകദേശം 150 മണിക്കൂർ തുരുമ്പ് പിടിക്കാതിരിക്കാൻ ഇതിന് കഴിയും എന്നതാണ്.
ഇതിനുള്ള ഒരു മാർഗ്ഗം Ni ക്ലാഡിംഗ് മൂടുന്നതിനായി റബ്ബർ പൂശുക എന്നതാണ്. റബ്ബർ ഒരു നല്ല ഇൻസുലേഷൻ വസ്തുവാണ്, ഇത് ജലത്തിന്റെയും അയോണൈസ്ഡ് ആറ്റങ്ങളുടെയും ഗതാഗതം കുറയ്ക്കാൻ സഹായിക്കും, കൂടാതെ അബ്രഷൻ പ്രതിരോധത്തിലും മികച്ചതാണ്.
എന്നിരുന്നാലും, ക്ലാഡിംഗിന് കനം ഉണ്ട്! പ്രത്യേകിച്ച് റബ്ബറിന്. റബ്ബറിന്റെ കനം 0.2~0.3mm ആണ്, അതേസമയം തകർന്ന പവർ 700kg-ൽ താഴെയായി കുറയുന്നു.
ആ കനം പ്രകടനത്തെ വളരെ വ്യത്യസ്തമാക്കുന്നു, അത് ഒരേ പുൾ ഫോഴ്സ് നിലനിർത്തണമെങ്കിൽ, കാന്തത്തിന്റെയും ഷെല്ലിന്റെയും വലുപ്പം ചേർക്കേണ്ടതുണ്ട്. അത് വളരെയധികം ചെലവുകൾ വർദ്ധിപ്പിക്കും. ജീവിതചക്രവും മുഴുവൻ ചെലവും പരിഗണിക്കുക. വ്യക്തമായും, അത് മികച്ച തിരഞ്ഞെടുപ്പല്ല.
മറ്റൊരു മാർഗം കാന്തവുമായി ബന്ധിപ്പിക്കുന്നതിന് അനോബ് റോബ് ചേർക്കുക എന്നതാണ്, നമുക്ക് അതിനെ ത്യാഗപരമായ ആനോഡ് ഉപയോഗിച്ച് സംരക്ഷിക്കാൻ കഴിയും. എന്നിരുന്നാലും, ആനോഡ് സ്റ്റിക്കിന്റെ സ്ഥലത്തിനായി ഷെല്ലിൽ ഒരു ദ്വാരം തുരക്കേണ്ടതുണ്ട്, അതിന് ഒരു പുതിയ അച്ചിൽ ആവശ്യമാണ്. അതിനാൽ, ഇത് ഒരു സാധ്യതയുള്ള ഓപ്ഷനാണ്.
കൂടാതെ, ഷെല്ലിനും തുരുമ്പ് പ്രശ്നമുണ്ട്. ഷെല്ലിൽ പെയിന്റ് സ്പ്രേ ചെയ്യാൻ ഞങ്ങൾ തീരുമാനിച്ചു. പക്ഷേ റബ്ബർ കോട്ട് ചെയ്തതുപോലെ സ്പ്രേയ്ക്കും കട്ടിയുള്ളതുണ്ട്. പരിശോധന പ്രകാരം, പെയിന്റ് ആങ്കറിന്റെ വലിവ് ശക്തി 15% കുറയ്ക്കുന്നു.
അതുകൊണ്ട് ഞങ്ങൾ ഒടുവിൽ Cr കൊണ്ട് പൂശാൻ തീരുമാനിച്ചു, ഇത് ഷെല്ലിനെ സംരക്ഷിക്കുകയും കാന്തിക ശക്തി വളരെയധികം കുറയുന്നില്ലെന്ന് ഉറപ്പാക്കാൻ ഷെല്ലിൽ നിന്ന് കാന്തത്തിന് ഏറ്റവും കുറഞ്ഞ അകലം പാലിക്കുകയും ചെയ്യും.
അപ്പോൾ, ഇലക്ട്രോപ്ലേറ്റിംഗ് കോറഷൻ റെസിസ്റ്റൻസും മാഗ്നറ്റിക് പുൾ ഫോഴ്സും തമ്മിലുള്ള സന്തുലിതാവസ്ഥയാണിത്, ഉൽപ്പന്നത്തിന്റെ ആയുസ്സും വിലയും കണക്കിലെടുത്ത് ഏറ്റവും മികച്ച മാർഗം കണ്ടെത്തേണ്ടതുണ്ട്.
പോസ്റ്റ് സമയം: ഓഗസ്റ്റ്-24-2024